Overview
Fermentation is one of the oldest biotechnological processes.
But it’s not only for beer, kombucha, and sauerkraut. At Ginkgo, we incorporate high technology into our fermentation processes to rapidly optimize process parameters for scale up.

The Challenge
Working with one of our flavor and fragrance partners, we fine-tuned an existing pathway in yeast to produce an important flavor ingredient more efficiently, then optimized the conditions for scale up.
The Ambr 250 System
Ginkgo’s Foundry utilizes the Sartorius Ambr® 250 bioreactor system to reduce operating costs via automation. While one engineer could traditionally run a few benchtop reactors at a time, our small team of fermentation engineers can run hundreds of our bioreactors simultaneously. The reactors allow for rapid characterization of multiple parameters, including pH, agitation, off-gas profile, and feed profile. We use this system to determine the optimal conditions for growth and titer rapidly.

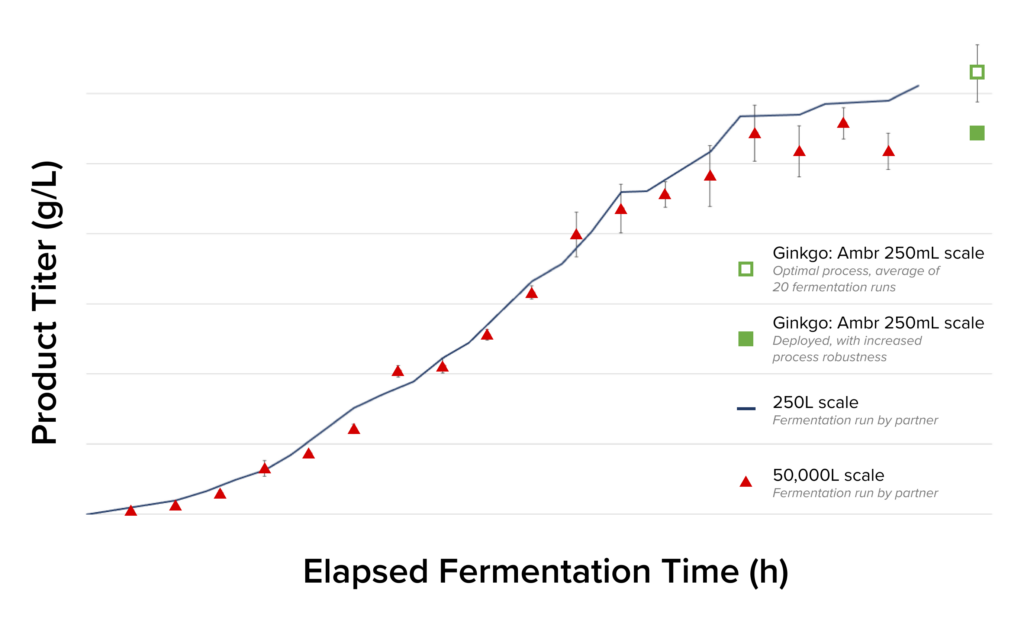


Improving Product Titer
For one of our flavor and fragrance partners, we used the information generated from the Foundry to rationally improve the strain and fermentation process conditions, exceeding the customer’s desired product titer by 50%. Furthermore, the conditions optimized at a volume of only 250 mL were effectively translated into pilot scale at 300 L and commercial production at 50,000 L.
